航空接插件(jiàn)航空插頭殼體加工(gōng)生産中,需要在殼體上(shàng)組裝殼體鎖緊卡釘。現在普遍采用(yòng)台式工(gōng)具機床,手動放(fàng)置卡釘和(hé)殼體加工(gōng)制(zhì)造,速度慢(màn)效率低。
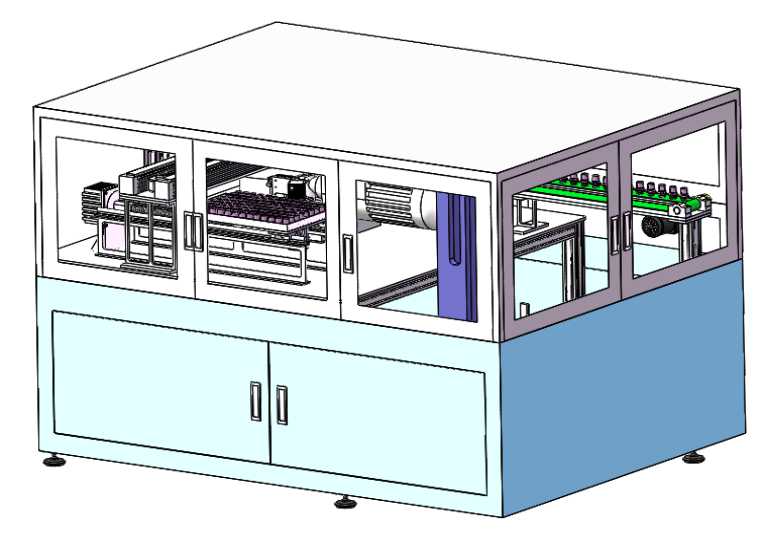
我們設計(jì)制(zhì)造的(de)殼體卡釘組裝工(gōng)藝的(de)全自動航空接插件(jiàn)殼體卡釘組裝設備,設備全自動供料、生産、下料,用(yòng)于卡釘與殼體自動組裝設備,殼體采用(yòng)輸送帶進料,可(kě)暫存多個(gè)待組裝殼體;卡釘由振動盤供料機構供料。
采用(yòng)經過優化設計(jì)的(de)機器(qì)視覺CCD傳感器(qì),配合由伺服機構與氣缸組成的(de)工(gōng)件(jiàn)分(fēn)度軸,實現自動尋找并精确定位殼體的(de)卡釘位。工(gōng)件(jiàn)分(fēn)度軸用(yòng)于承載待分(fēn)度組裝工(gōng)件(jiàn),當檢測工(gōng)件(jiàn)後伺服旋轉相(xiàng)應角度,使孔精确定位在組裝位,定位完成後整體平移到(dào)組裝機構位置。
組裝機構的(de)主要機構采用(yòng)進口機件(jiàn),使用(yòng)壽命長,加工(gōng)精度高(gāo)(精度0.01mm),加工(gōng)品質好。用(yòng)戶可(kě)選用(yòng)低成本機件(jiàn)。
組裝尺寸精确可(kě)控,實現精确控制(zhì)組裝尺寸目标。
動作順序爲:
①振動料盤自動将卡釘逐個(gè)送入卡釘供料機構内;
②分(fēn)度完成的(de)工(gōng)件(jiàn)到(dào)達組裝位,并使卡釘對入殼體孔内;
③組裝機構開(kāi)始組裝;
④組裝完後殼體旋轉到(dào)另一個(gè)卡釘孔位,同時将新卡釘對入殼體孔内進行(xíng)第二個(gè)孔的(de)組裝,以此類推重複,殼體組裝完畢後輸送機構自動将産品放(fàng)置在成品區,同時進入一個(gè)新的(de)待組裝工(gōng)件(jiàn)。
半自動設備性能(néng) 全自動設備性能(néng)
速度:6-8秒/件(jiàn)(3孔) 速度:10-15件(jiàn)/分(fēn)(3孔)
供料方式:卡釘自動供料,殼體手工(gōng)供料 供料方式:全自動
柔性生産:不支持 柔性生産:支持(需定制(zhì))
供電電源: 3P/AC380V+N; 所需空壓氣源: 0.5-0.8MPa。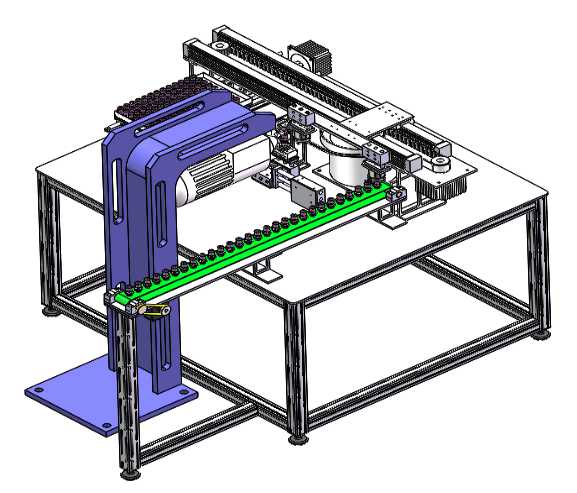
、集裝箱自動化裝卸設備")
自動殼體鉚裝設備")
殼體對位标識、到(dào)位标識等圓點、馬蹄形、U形色标塗裝機")
絕緣體自動移印設備")
插針插孔針孔件(jiàn)高(gāo)速視覺自動分(fēn)類設備")
插針插孔接觸件(jiàn)塗裝色環機")
速機固态系統産品照(zhào)片")
系統控制(zhì)櫃")
在線留言
 13461083283
13461083283

 在線留言
在線留言 